В настоящее время наиболее широко применяются два вида тротуарной плитки: вибролитая и вибропрессованная.
Производство плитки методом вибролитья не требует дорогостоящего оборудования и, при желании, может разместиться в любом частном дворе. Однако, недостатками вибролитой плитки являются её низкая морозостойкость, из-за высокого водоцементного соотношения, и гладкая поверхность, что затрудняет её использование в условиях нашего климата, особенно зимой. Срок службы вибролитой плитки составляет около 5–7 лет. Плитка, изготовленная методом сухого объемного вибропрессования, имеет низкое водоцементное соотношение, что обеспечивает высокую прочность и морозостойкость 200–300 циклов. Изделие имеет строгую геометрию формы и параллельность поверхностей. Вибропрессованная плитка имеет шершавую поверхность, что делает её удобной для мощения тротуаров, полос разгона и торможения транспорта (остановки), автозаправочных станций, автостоянок. Вибропрессованная плитка сохраняет цвет весь срок службы, который составляет более 20 лет.
включает в себя несколько основных этапов: - подготовка форм; - приготовление бетонной смеси; - формование на вибростоле; - выдерживание изделий в течение суток в формах; - распалубка изделий; - упаковка и хранение.
ПОДГОТОВКА ФОРМ
Формы для изготовления изготовления тротуарной плитки могут использоваться пластиковые, резиновые и резиноподобные (полиуретановые). Количество циклов формования, которое выдерживают формы, составляет: для резиновых - до 500 циклов, для пластиковых - 230-250, для полиуретановых - 80-100 циклов.
Формы перед заливкой в них бетона смазывают специальными составами или заливают бетон без предварительного смазывания формы. При работе без смазки новые формы обрабатывают антистатиком, после распалубки формы осматривают и при необходимости промывают 5-10 % раствором соляной кислоты.
Для смазки форм можно использовать эмульсол, ОПЛ-1 (Россия) и СЯА-3 (Англия). Для сохранности поверхности формы нельзя использовать смазки, содержащие нефтепродукты. Наносимый на поверхность форм слой смазки должно быть тонким, так как из-за избытка смазки на поверхности готового изделия остаются поры. Смазки эмульсол и ОПЛ-1 наносятся кистью перед каждой заливкой, смазку СРА-3 наносят кистью или напылением. Смазки СВА-3 хватает на 2-3 формовки. Температура при нанесении должна быть 18-20°С.
ПРИГОТОВЛЕНИЕ БЕТОННОЙ СМЕСИ
Для приготовления декоративного бетона лучше использовать бетоносмеситель принудительного действия. В основном порядок приготовления смеси не отличается от приготовления обычного бетона (рис. 1). Пигмент подается примерно за 30 секунд до подачи цемента.
Для повышения долговечности бетона, его износоустойчивости и сопротивления удару в бетон можно добавлять также полипропиленовые, полиамидные или стеклянные щелочестойкие волокна длиной 5-20 мм и диаметром 5-50 мкм в количестве 0,7-1,0 кг на 1м3 бетона. Длина волокон должна соответствовать наибольшему диаметру крупного заполнителя в бетоне. Волокна, обладающие хорошей дисперсией, образуют в бетоне трехмерную решетку, которая значительно повышает прочность на изгиб, ударную стойкость и износостойкость бетона.
Полипропиленовое и щелочестойкое стекловолокна вводят с водой затворения; полиамидное волокно вводят в готовую бетонную смесь, т.е. на последнем этапе, при этом время перемешивания смеси увеличивают на 30 -50с.
При использовании добавки микрокремнезема принимают следующий график приготовления бетонной смеси: песок + микрокремнезем + пигмент - 30-40 с; песок + микрокремнезем + пигмент + цемент - около 30 с;
Готовая бетонная смесь имеет удобоукладываемость ОК = 3-4 см. Поэтому для ее уплотнения используют кратковременную виброобработку. После приготовления бетонной смеси ее укладывают в формы и уплотняют на вибростоле (рис. 2).
Рис.2 Вибростол
При производстве цветной плитки в пластиковых формах для экономии пигмента можно применять послойное формование: первый лицевой слой бетона приготавливается с использованием пигмента, второй слой бетона без него. Для раздельного формования необходимо иметь два смесителя для приготовления бетона первого и второго слоя.
При формовании сначала укладывается лицевой слой цветного бетона толщиной 2 см и уплотняется в течение 40 с. После этого укладывается 2-й слой бетона без пигмента и уплотняется вибрацией еще в течение 20 с. При другой подвижности бетона необходимо подобрать свое время уплотнения на формовочном столе.
ВЫДЕРЖИВАНИЕ ИЗДЕЛИЙ
После формования изделия в формах устанавливаются в штабели высотой 3-8 рядов в зависимости от толщины и конфигурации плитки. Так, например, квадратные плиты ставятся не более чем в 3 ряда. После этого штабели накрывают полиэтиленовой пленкой для предотвращения испарения влаги. Температура выдерживания должна быть не менее 15 °С. Дополнительный подогрев не требуется. После 24 ч выдержки в формах можно произвести распалубку (освобождение изделий из форм).
РАСПАЛУБКА
Распалубку фигурных изделий производят на специальном выбивочном столике с вибрацией (рис. 3), при этом для облегчения распалубки формы с изделиями рекомендуется подогреть 2-3 мин в ванне с горячей водой (температура 45-50 °С). При этом используется эффект высокого теплового расширения полимеров по сравнению с бетоном. Распалубка квадратных плит и фасадной плитки происходит без каких-либо специальных приспособлений. Следует отметить, что распалубка без предварительного нагрева укорачивает срок службы формы приблизительно на 30 % и может привести к браку готовой продукции, особенно у тонких изделий.
УПАКОВКА И ХРАНЕНИЕ
После распалубки плитку укладывают на европоддоны "лицом" к "спине", увязывая их упаковочной лентой. Для обеспечения дальнейшего твердения бетона и сохранения товарного вида изделий их необходимо накрыть полиэтиленовой термоусадочной или стрейч-пленкой. В летнее время отпуск изделий производится при достижении ими 70 % от проектной прочности, что приблизительно соответствует 7 суткам твердения бетона, считая с момента его изготовления. В зимнее время отпуск производится при достижении 100 % от проектной прочности (28 суток с момента приготовления бетона).
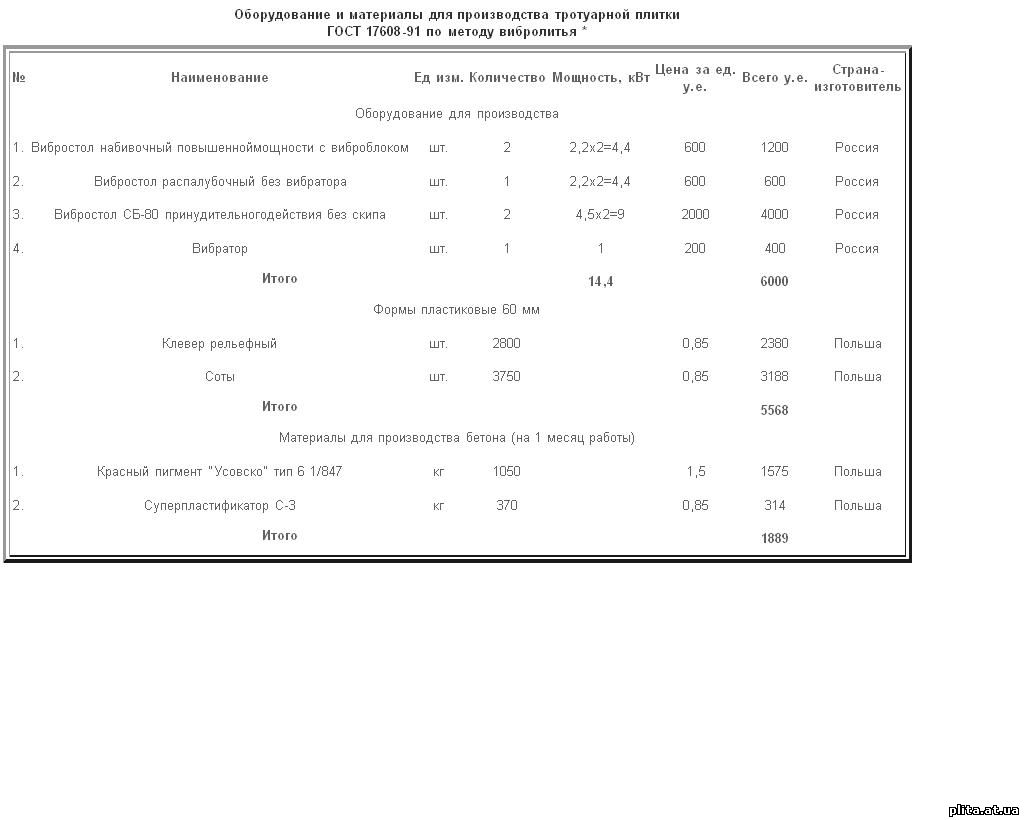
В заключение приведем номенклатуру и расчет стоимости оборудования, необходимого для организации цеха по производству тротуарной плитки. Производительность линии 100м2 в смену Установленная мощность электрооборудования 15 кВт Количество обслуживающего персонала 12-13 чел. Требуемая площадь 500 м2
Впервые тротуарная плитка появилась в Голландии.Именно в Голландии разработали способ изготовления искуственного камня.
В начале XIX голландцы уже начали стоить первые дороги из тротуарной плитки.
Первая дорого соединяла такие города как Амстердам и Гарлем.
Поле успешного построения дорог, голландцы стали применять этот материал для построения различных сооружений.
В Голландии плитка приобрела большую популярность за счет того, что в этой стране был не достаток каменных материалов.
Поле успеха тротуарной плитки в Голландии, производсто тротуарной плитки и ее укладки стали перенимать соседние страны.
Так тротуарная плитка дошла до США и до России. Тротуарная плитка получила такой успех за счет того, что она изготовляется из природных материалов – глину, воду и огонь. Тротуарная плитка устойчива как к морозам, так и к сильной жаре и в отличие от асфальта она не плавится во время знойного солнца. Еще одно достоинство плитки в том, что ее легко можно переложить. Также вода и лужи не будут скапливаться на вашем тротуаре. Тротуарная плитка великолепно сочетается с любым дизайном, благодаря многообразием цветовых и геометрических форм тротуарной плитки. Стоимость тротуарной плитки уступает стоимости кирпича и брусчатки и является великолепной альтернативой другим видам тротуара
Нижепреведенные рекомендации применимы при укладке тротуарной плитки в небольших количествах (менее 100 м²), при нетяжелых эксплуатационных условиях (дорожка у частного дома или дачи, отмостка здания).
Для покрытий, которые подвергаются высоким нагрузкам (большая проходимость, легковые и грузовые автомашины) применяются более строгие требования.
Как правило, укладка проводится в три основных этапа: Подготовка основания Укладка плитки Установка бордюров
1. Подготовка основания Выбирается месторасположение тротуарного покрытия Определяется водяной сток По краям площадки забиваются колья При необходимости, на размеченной площадке убирается лишняя земля или насыпается недостающая Площадка выравнивается граблями Если грунт мягкий, он увлажняется и утрамбовывыется Производится рассчёт высоты основания На кольях отмеряется высота песчаной насыпи На отмеченной высоте между кольев натягивается специальный шнур-порядовка По всей площадке отсыпается песок и разравнивается граблями Тщательно поливается водой до момента образования луж Через некоторое время поверхность выравнивается профилем Приготавливается песчано-цементная смесь с определенным составом На кольях отмеряется высота насыпи песчано-цементной смеси и натягивается шнур-порядовка. Смесь отсыпается и разравнивается Делается стяжка швеллером до образования ровной поверхности 2. Укладка плитки и элементов мощения Определение нужного рисунка Натягивание шнура по фаске плитки Укладка первого ряда по шнуру Плитка укладывается от себя на подготовленную поверхность Плитка укладывается по диагонали, новая плитка укладывается так, что бы она плотно примыкала к предыдущей, дабы избежать роста толщины зазоров Если плитка ложится неровно, под нее подкладывают песок и выравнивают снова По окончании укладки в местах явных несовпадений уровней плитка выравнивается при помощи резинового молотка Швы прометаются песчано-цементной смесью Увлажняется песчано-цементная смесь в зазорах и, если необходимо, посыпается ещё 3. Установка бордюра В местах установки бордюра по краям уложенной плиткой площадки выкапывается по натянутому шнуру траншея небольшого размера и необходимой глубины Подготавливается песчаное основание (как для укладки плитки), проливается водой и утрамбовывается Бордюр выставляется на жидкий раствор По натянутому шнуру отслеживается ровность, точное примыкание элементов друг к другу и повторение геометрических форм Борта бордюра проливаются раствором и заполняются песком.